

HDI高密度连接技术的时代之内层塞孔制程技术探讨
摘要
塞孔一词对印刷电路板业界而言并非是新名词,早期在外层线路的蚀刻制程时为避免Dry-Film Tenting在PTH孔Ring边过小,无法完全盖孔造成孔壁电镀层遭蚀刻而成Open的不良出现,当时曾采塞孔法填入暂时性油墨以保护孔壁,后因Tin Tenting制程在市场上成为主流此工法才逐渐被淘汰;即便如此现行多层板亦被要求防焊绿漆塞孔;但上述制程皆为应用于外层之塞孔作业,本文所要探讨的主题是以内层埋孔塞孔技术为主。
关键词:Stack Via,CTE,Aspect Ratio,网印印刷塞孔,滚轮刮印填孔
一、前言
HDI高密度连接技术的时代,线宽与线距等将无可避免往愈小愈密的趋势发展,也因而衍生出不同以往型态的PCB结构出现,如Via on Pad、Stack Via等等,在此前提下内层埋孔通常被要求完全填满并研磨平整以增加外层的布线面积,市场的需求不仅考验PCB业者的制程能力同时也迫使原物料供货商必须开发出更Hi-Tg、Low CTE、低吸水率、无溶剂、低收缩率、容易研磨等等特性的塞孔油墨以满足业界的需求。塞孔段之主要流程为钻孔、电镀、孔壁粗化(塞孔前处理)、塞孔、烘烤、研磨等。在此将针对树脂塞孔制程做较为详尽的介绍。
二、内层塞孔目的
除上述布线面积为主要的考虑外尚有介质层均一厚度之要求,内层塞孔目的为:
1.避免外层线路讯号的受损。
2.做为上层迭孔结构的基地。
3.符合客户特性阻抗的要求。
三、现行内层塞孔方式与能力
常见的内层塞孔方式有增层压合填孔(可分为RCC及HR高含胶量PP等,本文所举皆以RCC压合填孔为例)与树脂油墨塞孔等两种,一般而言内层若为小孔径,低纵横比及孔数少之埋孔可使用增层压合自然填充方式塞孔;而大孔径、高纵横比与孔数多之埋孔,则将因RC之含胶量不足以填充较大与较深孔径之埋孔,因此不适合以此种方式塞孔,含胶量若无法完全填充埋孔将造成塞孔气泡、凹陷与介质厚度不足等等问题的出现,此亦将影响产品整体之可靠度。RCC所含之树脂(胶)也同时拥有相对较高之热膨胀系数CTE(Coefficient of Thermal Expansion),此为典型RCC所内含树脂的特性,过高的CTE将促使填充材料在受热(如冷热冲击、热应力等信赖性测试)的过程中发生龟裂(Crack)或分层(Delamination)的情形;两种材料之间存在差异甚大的CTE与内含塞孔气泡均为导致上述不良的主要原因。
表一.RCC填孔能力(适用板厚较薄、孔数较少之内层)
内层塞孔通常要求需100%塞满,如图一所示当出现纵横比较大的孔径时,无论何种增层压合填孔方式都将无法满足此项要求,此时仅能选择以树脂油墨塞孔来进行塞孔作业。
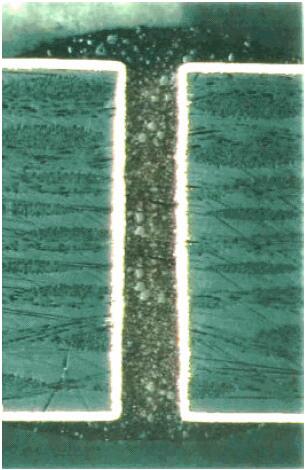
图一.树脂油墨塞孔(纵横比4.6)
为达内层塞孔100%塞满之需求,塞孔操作压力无可避免的将造成孔径之两端油墨额外突出,因此塞孔油墨在硬化后尚需将两端突出之油墨予以研磨平整,方可进行下一工序,避免在后续的金属化或线路制程中形成电镀不良与线路断路等等不良后果的出现。树脂油墨塞孔又可区分为:
1.网印印刷塞孔。
2.滚轮刮印填孔。

表二.树脂油墨塞孔能力(以网印印刷塞孔为例,适用板厚与纵横比)
两种主要不同的作业方式可供选择,首先就网印印刷塞孔方式做一说明,网印塞孔为目前业界普遍使用的塞孔作业方式,因其所需之主要设备印刷机台为各家业者均普遍拥有项目;而所必需之工具如:印刷网板、刮刀、下垫板、对位Pin等等也几乎是随处可见之常备物料,其作业流程并非是很困难的操作,以单次行程的刮刀印刷在与内层塞孔孔径位置相符的网板上,藉由印刷压力将油墨塞入孔径内,同时为使油墨顺利塞入孔内在内层塞孔板的下方,需准备一可供塞孔孔径透气用之下垫板,使孔内空气在塞孔过程中可顺利排出,而达到100%塞满的效果。即使如此若要获得符合要求的塞孔质量,关键在于各项操作的优化参数,这包含了网板的网目、张力、刮刀硬度、角度、速度等等方面均会影响到塞孔质量,而不同的塞孔孔径纵横比也会有不同的参数考虑,作业员需具备相当之经验方可获得最佳的作业条件。
网印塞孔的优点有:
1.印刷机台用途广泛,可应用于防焊及文字印刷等等制程。
2.为普遍的塞孔方式,流程安排也相对较为容易。
3.不需塞孔之孔径可于网板上设置挡点,避免沾墨。
4.无须额外购置塞孔设备,适于业界现有制程。
网印塞孔在缺点方面有:
1.作业人员需累积相当之操作经验后方可熟练。
2.作业参数繁琐、复杂。
3.难以运用于不同塞孔孔径在同一内层之需求。
4.每一内层塞孔板均需另外制作相对应的网板。
5.生产效率较差。
滚轮刮印填孔主要的投资即为塞孔专用机,其工法与网印印刷塞孔有所不同,其作业方式是以滚轮将油墨填印入塞孔孔径来进行作业;操作时藉由内层板进入两滚轮之间,在行进过程中塞孔板与位于塞孔板上下方之滚轮产生相互压迫、推挤效应而迫使下方的含墨滚轮将油墨填印入塞孔孔径,下方滚轮有部分含浸在储墨槽内,运作过程可不断的补充所需之塞孔油墨,最后当塞孔板持续前进时会经过已预先设置之刮刀,将多余突出之油墨刮平回收。
滚轮刮印填孔的优点有:
1.可快速填印塞孔板。
2.没有印刷网板的需求。
3.较少的制程参数。
4.容易的得到较为平整的研磨表面。
滚轮刮印填孔在缺点方面则有:
1.不需塞孔的孔径需另外将其覆盖。
2.拥有较高的操作风险(如薄板卡板)
3.作业一次所需的油墨量较大,油墨需有良好的操作周期。
4.可供选择的油墨种类较少。
网印印刷塞孔与滚轮刮印填孔各有其优缺点与适用范围,如网印塞孔因生产效率较低适用于样品或批量数较少之塞孔板,就塞孔能力而言则适合板厚较薄之塞孔板,而滚轮刮印填孔因生产效率较高适用于批量数较大之塞孔板,就塞孔能力而言则适合板厚较厚之内层塞孔板。
应用于内层塞孔之油墨无论是网印印刷塞孔或滚轮刮印填孔,基于上述各项考虑皆需具备下列特性:
1.100%的固含量,不允许任何溶剂的存在并且需具备较低的CTE,以防止因受热的过程中发生龟裂或分层之不良情形。
2.硬化后之油墨硬度至少需在6H铅笔硬度以上。
3.塞孔研磨后需有平整的表面,不可存在任何凹陷,如图二所示。
4.与镀铜孔壁之间需有良好之附着力。
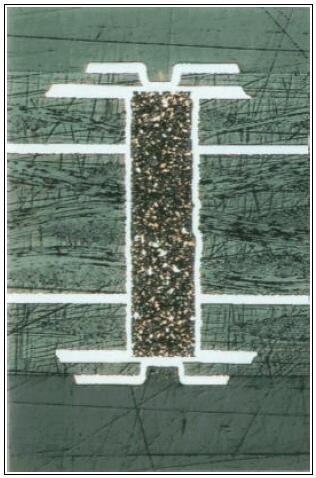
5.硬化后之油墨金属化(镀铜)能力与附着力需相当良好,如图三所示。
6.Tg点需大于140℃以上。
7.Tg点以下之CTE必须低于50PPM。
8.容易研磨,研磨后不可留下孔口凹陷。

图二:研磨后油墨

图三:塞孔电镀
四、塞孔油墨特性简介
IPC-6012A在3.6.2.15盲孔及埋孔之填胶规范中规定:盲孔并无填胶的要求,Class2专业性电子产品及Class3高可靠度电子产品板类必须在压合时填入胶片之胶量至60%程度。Class1一般性电子产品则可允许到完全空洞的程度。若产品需应用到特殊之结构如StackVia时,如图四所示,内层塞孔除被要求需100%填满外,还需具备容易研磨的特性,且在研磨后孔口凹陷必须小于5um以下,以避免高频时讯号的完整性受损。
图四:Stack Via结构
内层塞孔油墨依硬化方式可大致区分成三种:
1.一段热烘烤硬化型塞孔油墨。
2.二段热烘烤硬化型塞孔油墨。
3.UV曝光加热烘烤硬化型塞孔油墨。
一段热烘烤硬化型塞孔油墨之烘烤条件大约为150℃、30~45分钟,最佳之烘烤条件则需视个别塞孔孔径之AspectRatio而做不同程度之调整,一段热烘烤硬化型塞孔油墨虽具有较高的烘烤效率但因其烘烤后即达8-9H之铅笔硬度,相对的也将造成研磨的困难,既要求需研磨干净与平整,又要达到几乎不可有任何研磨凹陷的产生,若无良好稳定之研磨设备,较难达成上述之要求。
二段热烘烤硬化型塞孔油墨,其硬化过程可区分为两个阶段,第一段硬化为预烤(Pre-curing),预烤后之油墨硬化程度通常为4-5H,特点是便于研磨亦可降低研磨成本,待研磨完成后再执行第二段硬化,称为后烘烤(Post-curing),第二段烘烤后油墨硬化即可达8-9H。二段烘烤虽然花费较多之烘烤时间,但其整体所获得之效率(尤指塞孔质量与刷磨效益)均较一段热烘烤硬化型塞孔油墨来的优良。UV曝光加热烘烤硬化型塞孔油墨之使用者以野田塞孔制程最为著名,其制程与二段热烘烤硬化型塞孔油墨相似,不同之处在于其第一段硬化Pre-Curing是使用野田公司自行开发成功之低温液中曝光机,在低温液中的环境中曝光硬化,硬化后之硬度约为2-3H,然后再执行刷磨与后烘烤作业,此低温液中曝光机为该公司之独家技术,所公开之资料有限在此无法多做叙述。
目前市面上的内层塞孔用油墨,无论是何种硬化型态大都已改为不含溶剂(Solvent)性质之配方,溶剂在烘烤过程中将因受热而挥发,但若塞孔孔径为高AspectRatio时,溶剂亦将相对较难完全排出而有部份残留于孔内,而残留之溶剂在
再次的受热过程中仍会再度膨胀,此时即有可能在油墨内部形成Crack的现象,特别是高温短时间的烘烤方式与高Aspect Ratio孔径的组合时,容易发生孔口处油墨已硬化而孔径内部油墨却仍未完全硬化之皮膜效应(Skinning over)产生,因此更易使溶剂残留孔内造成塞孔不良;低温长时间的烘烤方式可避免上述情形的发生也有助于油墨中挥发成分的排出,100%固含量及无溶剂成分之塞孔油墨,可将残留溶剂的膨胀与硬化后油墨的收缩减至最低的程度。
五、研磨方式简介
为确保内层塞孔研磨质量,避免因不当的研磨设备与研磨条件造成研磨质量的异常,因此在研磨时必须针对孔口凹陷、孔角受损、板材涨缩、研磨粗糙度、研磨量、研磨成本、薄板能力及研磨轮匹配性等等各项特性予以要求并严格管制,方可提升整体制程良率,常用于内层塞孔研磨制程之设备有:
(1)Belt Sander研磨机。
(2)自动调压式研磨机。
本公司并无太多经验在Belt Sander研磨机方面,因此仅就自动调压式研磨机做说明,用于自动调压式研磨机的研磨轮有陶瓷研磨轮与不织布研磨轮;整体而言陶瓷研磨轮拥有较佳的切削能力,研磨后孔口表面不会留下凹陷,但价格昂贵、使用寿命较短为其缺点。不织布研磨轮同样具备优良之切削能力,但因其构造因素研磨后较容易留下孔口凹陷,若单就成本方面来做考虑其价格远远低于陶瓷研磨轮;业者可依个别塞孔特性之需求选择最适合实际作业情形之研磨轮组合。在板材的涨缩控制方面,经测试以四轴研磨后;将内层板转90°再经后四轴研磨,可得到最佳的研磨粗糙度及涨缩控制;对于孔口的损伤也可分配承受,避免集中单一方向。
六、结论
现阶段内层塞孔制程无论在设备、原物料与研磨方式等,均有各种不同属性的供货商可提供选择,业者可依实际需求寻找最适合之设备、物料与优化之生产条件以进行内层塞孔作业。
参考文献
1.白蓉生,「野田的全平面塞孔制程」,电路板会刊第九期,PCB业界动态七月报导(2000)。
2.白蓉生,「3.6.2.15盲孔及埋孔之填胶,Resin Fill of Blind and Buried Via」,电路板规范手册,27 (2001)。
3.Jess L. P. and K. Mike, “A review of filling high-density, high aspect ratio vias in a figh-volume production setting,” CircuiTree Magazine, (15) 3, 10-18 (2002).
4. Michael C., “Hole plugging technology for high density circuitry and conventional through hole multilayer PWBs,” The Board Authority, (3)3 , 14-19 (2001).
ps:部分图片来源于网络,如有侵权,请联系我们删除









最新产品
通讯手机HDI
-

-
型号:GHS08K03479A0
阶数:8层二阶
板材:EM825
板厚:0.8mm
尺寸:144.08mm*101mm
最小线宽:0.075mm
最小线距:0.075mm
最小孔径:0.1mm
表面处理:沉金+OSP
通讯手机HDI
-

-
型号:GHS06C03294A0
阶数:6层二阶
板材:EM825
板厚:1.0mm
尺寸:92mm*118mm
最小线宽:0.075mm
最小线距:0.075mm
最小孔径:0.1mm
表面处理:沉金
通讯模块HDI
-

-
型号:GHS04K03404A0
阶数:4层一阶+半孔
板材:EM825
板厚:0.6mm
尺寸:94.00*59.59mm
最小线宽:0.076mm
最小线距:0.076mm
最小孔径:0.1mm
表面处理:沉金+OSP
5G模块PCB
-

-
型号:HS10K21632A0
层数:10层
板材:生益 S1000-2
板厚:1.6+/-0.16mm
最小孔径:0.102mm
最小线宽:0.102mm
表面处理:沉镍金+OSP
P1.5显示屏HDI
-

-
型号:GHS04C03605A0
层数:4层一阶
所用板材:EM825
板厚:1.6mm
尺寸:24mm*116mm
最小盲孔:0.1mm
最小埋孔:0.2mm
最小线宽:0.13mm
最小线距:0.097mm
表面处理:沉金
外形公差:+0.05/-0.15mm(板内无定位孔)
特殊要求:灯窝间距:P1.5
P2.571显示屏HDI
-

-
型号:GHS04C03429A0
阶层:4层一阶
板材:EM825
板厚:1.6mm
尺寸:215.85mm*287.85mm
最小盲孔:0.1mm
最小埋孔:0.2mm
最小线宽:0.152mm
最小线距:0.152mm
表面处理:沉金
外形公差:+/-0.15mm(板内无定位孔)
特殊要求:控深钻帽子电镀间距:P2.571
P1.9显示屏HDI
-

-
型号:GHM08C03113A0
阶层:8层一阶
板材:EM825
板厚:1.6mm
尺寸:239.9mm*239.9mm
最小盲孔:0.1mm
最小埋孔:0.2mm
最小线宽:0.127mm
最小线距:0.127mm
表面处理:沉金
外形公差:+0.05/-0.15mm(板内无定位孔)
特殊要求:控深钻间距:P1.9
P1.923显示屏HDI
-

-
型号:GHM06C03444A0
阶层:6层二阶
板材:EM825
板厚:2.0mm
尺寸:199.85mm*299.85mm
最小盲孔:0.1mm
最小埋孔:0.2mm
最小线宽:0.127mm
最小线距:0.127mm
表面处理:沉金
外形公差:+0.15/-0.05mm(板内无定位孔)
特殊要求:控深钻间距:P1.923
同类文章排行
- 2017年度中国电子电路板PCB百强企业排行榜
- 2014年线路板厂综合排名——你必须知道!
- HDI厂之2015全球百大PCB企业榜单出炉,中国大陆PCB企业占34家!
- HDI PCB的应用及其优势
- 看4G与5G基站电路板需求对比
- 2018年电路板行业原材料涨价潮又要开始了
- 电路板小编带你看看年产5000辆的比亚迪工厂究竟长啥样?
- 软硬结合板之OPPO、vivo手机零件供应商汇总
- 线路板厂:东莞8月最新老赖名单大曝光!
- 电路板之2019年度中国电路(CPCA)百强排行榜震撼发布!
最新资讯文章
- HDI 板行业趋势洞察:未来之路在何方?
- 一个卓越的电路板厂需要具备哪些关键条件?
- PCB 厂凭啥能成为电子产业的 “幕后英雄” ?
- 未来 PCB 将迎来哪些颠覆性突破?
- 绿色环保趋势下,汽车软硬结合板材料如何革新?
- PCB 行业未来十年,将迎来哪些颠覆性变革?
- 智能化浪潮下,汽车软硬结合板如何赋能智能驾驶?
- 未来电路板会在物联网应用中有何新突破?
- 软硬结合板凭什么在汽车电子中备受青睐?
- 手机无线充线路板的未来发展方向在哪?

共-条评论【我要评论】