摘要文章针对盲埋孔线路板的次外层压板树脂塞孔之孔口凹陷问题,通过对不同板厚、树脂、固化条件的试验,分析得出适合不同条件下的选择方案,预防今后问题的再次发生。
1 试验背景
电子产品日新月异,并朝着体积小,质量轻,功能复杂的方向不断发展,这对印制电路板(PCB)提出了更高的要求。PCB质量高低将直接影响电子产品的可靠度。
近期以来,“F10层-A”、“F08层-B”等多个编号盲埋孔线路板出现VIP孔孔口严重凹陷的品质问题,流入客户端,PCBA回流后会造成锡球高度及大小不均匀,从而影响锡球与印制板的共面性而发生虚焊,出现严重的品质事件。如图1所示。
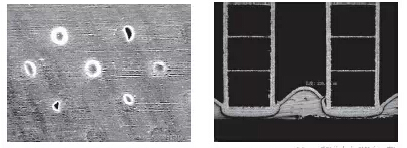
图1 孔口凹陷/空洞
出现以上问题的主要原因是:盲埋孔线路板件次外层板件厚度超过0.5mm,由于板厚较大,采用压合流胶方式难以将盲孔填满,因此需预先进行树脂塞孔;板件生产至外层沉铜电镀后即形成VIP孔结构,在次外层板树脂塞孔时因树脂塞不满或树脂脆断,就可能造成以上VIP孔孔口凹陷品质缺陷。
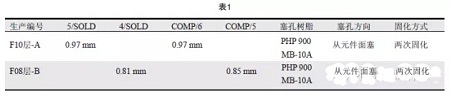
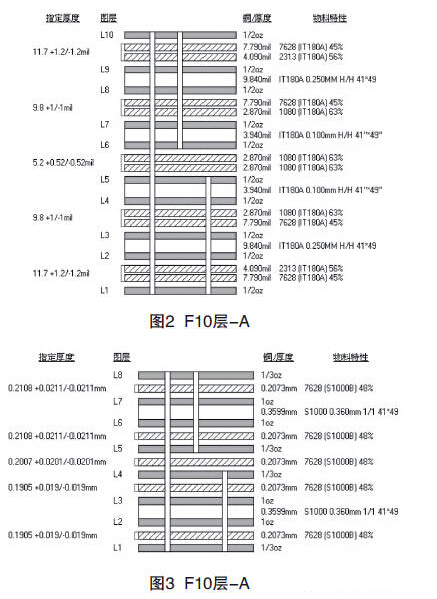
图1、表1为“F10层-A图2”、“F08层-B图3”板件次外层板件厚度及树脂塞孔相关信息。
对于薄板树脂塞孔,分析孔口凹陷产生原因如图4。
图4中,圈标记的内容为造成薄板树脂塞孔孔口凹陷的主要原因,根据实际情况,确定从不同板厚、塞孔油墨、固化条件三个方面进行试验比较。
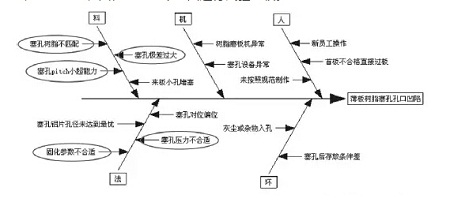
图4
2 试验目的
确认因薄板(0.5mm~1.5mm)树脂塞孔凹陷或树脂脆断而造成盲埋孔板VIP孔孔口凹陷/空洞问题的主要因素,从以下方面进行试验:
(1)比较不同树脂(PHP900MB-10A和PHP900IR-6P)制作效果;
(2)比较不同板厚(包括0.6mm、0.7mm、0.9mm、1.1mm、1.5mm)树脂塞孔孔口凹陷比例;
(3)比较树脂塞孔一次固化、二次固化的影响;
(4)比较塞油面、冒油面树脂塞孔孔口凹陷比例。
3 试验方案
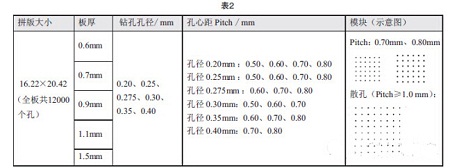
试验板相关信息及设计如下表,板上设计五种钻孔孔径VIP孔,每种孔径包括密Pitch矩阵、分散孔模块的不同设计,如表2。
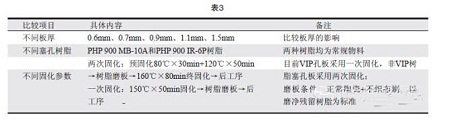
试验板采用BH-7010树脂塞孔机、2mm厚,70°硬度刮刀制作,刮刀压力、角度等工艺参数根据首板确定,其它工艺参数比较如表3。
试验板按如下工艺流程制作:
下料→棕化(内层无图形)→层压→钻孔→一次沉铜→一次电镀→树脂塞孔→烘烤后固化→检查①→除树脂磨板→检查②→二次沉铜→二次电镀→检查③
试验板树脂塞孔铝片网孔径按VIP孔设计规范规定选用。试验板检查方案如表4。

4 试验结果与分析
试验板生产过程中,按试验方案制定计划检查各阶段树脂塞孔情况如表5。
4.1 不同树脂比较
(1)对比同样板厚和固化条件、不同树脂塞孔的板件,PHP900IR-6P树脂制作板件VIP孔口凹陷比例明显低于PHP900MB-10A树脂;
(2)PHP900IR-6P树脂一次固化后硬度更大,正常陶瓷磨板线2次打磨无法将树脂清除干净,而采用PHP900MB-10A树脂的板件磨板2次则可以清除干净(如图5所示)。
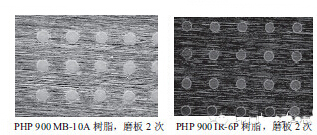
图5 树脂塞孔板件打磨图
4.2 不同固化条件比较
(1)对比同样板厚和塞孔树脂、不同固化参数的板件,采用PHP900IR-6P树脂的板件在板厚为1.1mm、1.5mm时,一次固化板件VIP孔口凹陷比例明显低于二次固化板件;
(2)对比同样板厚和塞孔树脂、不同固化参数的板件,采用PHP900MB-10A树脂的板件在不同固化参数时,VIP孔口凹陷比例没有明显差别。
4.3 不同板厚比较
同样固化参数和塞孔树脂条件下,比较板厚对VIP孔口凹陷的影响:
(1)在IR-6P + 一次固化条件下,VIP孔口凹陷比例先随板厚增大而升高,后随板厚增大而减小,在0.9mm板厚时VIP孔口凹陷达到最高;
(2)在IR-6P + 两次固化条件下,VIP孔口凹陷比例与板厚成正比;
(3)在MB-10A+ 一/两次固化条件下,VIP孔口凹陷比例在板厚≤0.9mm时明显较高,板厚再增加时,缺陷比例明显下降。
4.4 塞油墨面与冒油墨面比较
在其他条件相同的情况下,比较塞油面与冒油面VIP孔口凹陷比例如图6,数据为目检明显凹陷/空洞孔数占总孔数的比例。
小结:其他条件相同时,同样板厚情况下,塞油面与冒油面VIP孔口凹陷比例无明显区别。
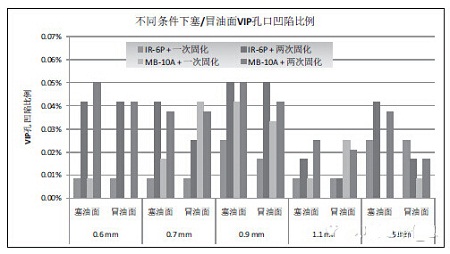
图6 塞油面与冒油面孔口凹陷比较
4.5 结果分析
(1)PHP900IR-6P树脂在生产薄板VIP孔时,孔口凹陷比例明显低于PHP90MB-10A树脂 ;
分析:这与树脂本身的特性有关,PHP900IR-6P树脂含量高,填料更细,固化后具有更大的硬度,磨板不容易脆断造成冒油面孔口凹陷,但PHP900MB-10A树脂硬度较低,易发生脆断在冒油面形成孔口凹陷。
(2)固化条件对两种树脂制作VIP孔有不同的影响;
分析:PHP900IR-6P树脂完全固化后硬度高,才能真正发挥其特点,因此一次固化条件下可以取得很好的效果;而PHP900MB-10A树脂在一次固化或二次固化后磨板时,存在同样的硬度不高的问题,因此固化条件的改变影响并不明显。
(3)正常情况下,塞油面VIP孔口凹陷一般要小于冒油面,试验中却没有体现出来;
分析:主要原因在于本次试验板的设计难度偏大,共包含6种孔径,极差为0.2 mm(常规VIP孔极差不超过0.1 mm),密Pitch最小只有0.5 mm(常规VIP孔Pitch不小于0.7 mm),造成制作时难度大,密Pitch模块位置容易因树脂粘连形成塞油面孔口凹陷,而冒油面则可能存在冒油程度差别大的问题,最终也会影响孔口平整性,这种情况对于两种不同树脂有不同的影响,有利于说明PHP900IR-6P树脂具有更好耐脆断能力,因此其制作的VIP孔板孔口凹陷比例明显较低。
5 结论
根据本次试验,可得到以下结论:
(1)对于降低薄板树脂塞孔孔口凹陷问题,PHP900IR-6P树脂明显优于PHP900MB-10A树脂;
(2) PHP900IR-6P树脂在一次固化情况下,可以明显降低薄板树脂塞孔孔口凹陷问题,而固化参数对PHP900MB-10A树脂没有明显的影响;
(3)PHP900IR-6P树脂制作板件,需经陶瓷磨板线3次磨板才能将树脂打磨干净,比PHP900MB-10A树脂板件多出1次;
(4)在不同的条件下,本次试验显示塞油面与冒油面VIP孔口凹陷表现PHP900IR-6P优于PHP900MB-10A。
 通讯手机HDI
通讯手机HDI 通讯手机HDI
通讯手机HDI 通讯模块HDI
通讯模块HDI 5G模块PCB
5G模块PCB